全国免费咨询热线
18660136188

全国免费咨询热线
18660136188

电 话:18660136188
微 信:18660136188
邮 箱:1278001806@qq.com
网 址:www.sdjbt.com
地 址:山东省德州市禹城市国家高新技术产业开发区

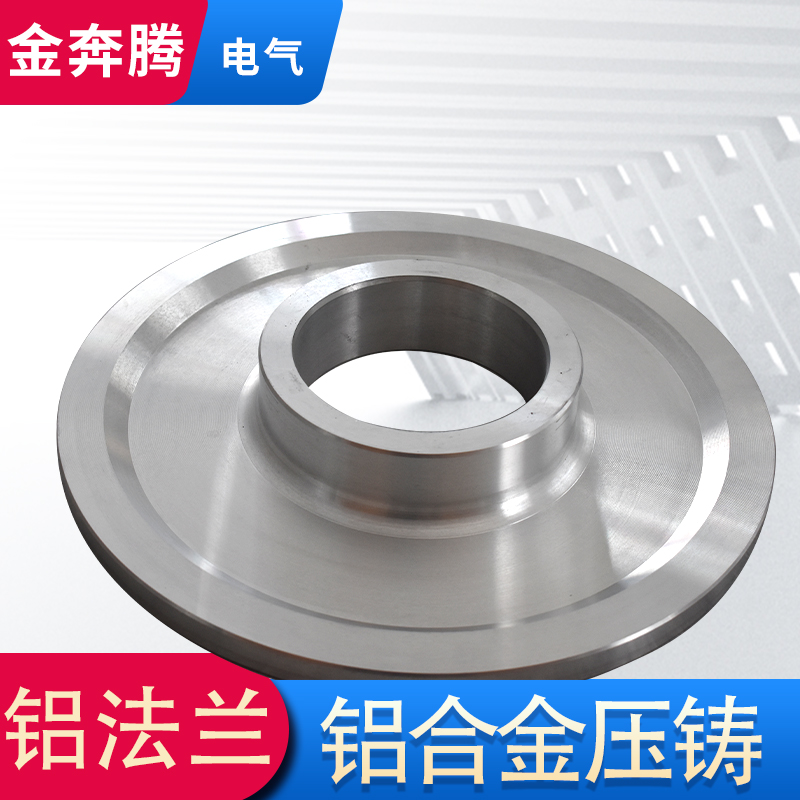
铝法兰唇焊结构有哪些技术要求呢?由于该焊口属于角焊缝,焊角尺寸有限,所以只能承受径向应力,而不能承受轴向应力,只能承受剪应力,而不能承受拉应力和弯曲应力所以,泰安比较好的精密铝合金压铸仍然需要有足够的强度和刚度,因此必须先紧固螺栓后进行唇口焊接。为了满足焊接要求所需要的空间,在不影响铝法兰强度的条件下,泰安比较好的精密铝合金压铸外边沿的对应面应开适当的坡口;为了不使焊接的热影响区太大和提高此处的可焊接性能,唇沿尽可能外仲且较薄为宜;为了不使焊接产生热应力集中,唇沿应与铝法兰本体圆滑过渡。
铝合金压铸应用越加广泛,然而铝合金压铸渗透工艺作为一种新型的铸造工艺,也被广泛应用,今天华银压铸就来跟大家简单介绍一下 比较好的精密铝合金压铸渗透工艺的优点有哪些?一、节约成本:1. 用于铝合金压铸零件渗透的模具可用于终身使用, 几乎不损耗, 降低或消除模具成本。2. 铝合金压铸零件的浸渍消除了传统的成型核心工艺, 节省了人力, 降低了制造成本。3. 铝合金压铸件浸渍已从拥有大量男工的铸造行业逐步发展到大量的女性工人, 劳动力在各方面都大大减少, 成本也从工人的工资。4. 泰安比较好的精密铝合金压铸浸渍砂可回收利用, 损耗 2%-5%。二、提高效率和产量:1. 铝合金压铸件浸渍用泡沫模型为机械发泡。在保证模型质量的同时, 生产速度也相当快。2、铝合金压铸渗透工艺简化了传统工艺繁琐的步骤, 如核心形状, 不仅费力且效率低下。3. 铝合金压铸部件浸渍在一个盒子和多次注射, 并可同时铸造多个盒, 直到金属溶液用完。

电力配件送电线广泛使用的铁制或铝制金属附件,统称为金具。金具种类繁多,用途各异,例如,安装导线用的各种线夹,组成绝缘子串的各种挂环,连接导线的各种压接管、补修管,导线上的各种类型的间隔棒等,此外还有杆塔用的各类拉线金具,以及用作保护导线的大小有关,须互相配合。泰安比较好的精密铝合金压铸大部分金具在运行中需要承受较大的拉力,有的还要同时保证电气方面接触良好,它关系着导线或杆塔的,即使一只损坏,也可能造成线路故障。因此,金具的质量、正确使用和安装,对线路的送电有一定影响。泰安比较好的精密铝合金压铸电力电缆导体连接方法有压接法、压接法,采用适当的机械压力使导体之间或导体与电力连接金具之间取得电气传导的接触界面的方法。按导体在连接之后是否可拆卸,又可分为夹紧(可拆卸)连接与压缩(不可拆卸或称死连接)连接两种。

泰安比较好的精密铝合金压铸上曲轴箱与气缸体铸成一体,下曲轴箱用来贮存润滑油,并封闭上曲轴箱,故又称为油底壳图。油底壳受力很小,一般采用薄钢板冲压而成,其形状取决于发动机的总体布置和机油的容量。油底壳内装有稳油挡板,以防止汽车颠动时油面波动过大。油底壳底部还装有放油螺塞,通常放油螺塞上装有磁铁,以吸附润滑油中的金属屑,减少发动机的磨损。泰安比较好的精密铝合金压铸在上下曲轴箱接合面之间装有衬垫,防止润滑油泄漏。

压铸模具热疲劳龟裂失效在压铸生产时,泰安比较好的精密铝合金压铸反复受激冷激热的作用,成型表面与其内部产生变形,相互牵扯而出现反复循环的热应力,导致组织结构二损伤和丧失韧性,引发微裂纹的出现,并继续扩展,一旦裂纹扩大,还有熔融的金属液挤入,加上反复的机械应力都使裂纹加速扩展。为此,一方面压铸起始时模具必须充分预热。另外,在压铸生产过程中压铸模具必须保持在一定的工作温度范围中,以免出现早期龟裂失效。同时,要确保压铸模具投产前和制造中的内因不发生问题。因实际生产中,多数的压铸模具失效是热疲劳龟裂失效。碎裂失效在压射力的作用下,比较好的精密铝合金压铸会在最薄弱处萌生裂纹,尤其是压铸模具成型面上的划线痕迹或电加工痕迹未被打磨光,或是成型的清角处均会最先出现细微裂纹,当晶界存在脆性相或晶粒粗大时,即容易断裂。

泰安比较好的精密铝合金压铸价格加工的热处量四分类!1、退火处理将铝合金铸件加热到较高的温度,一般约为300 ℃ 左右,保温时间后,随炉冷却到室温的工艺称为退火。在退火过程中 固溶体发生分解 , 相质点发生聚集,可以消除铸件的内应力,稳定铸件尺寸, 减少变形,增大铸件的塑性。2、时效处理将固溶处理后的铸件加热到某一温度,保温时间后出炉,在空气中缓慢冷却到室温的工艺称为时效。如果时效强化是在室温下进行的称为自然时效,如果时效强化是在高于室温并保温一段时间后进行称为人工时效。时效处理进行着过饱和固溶体分解的自发过程,从而使合金基体的点阵恢复到比较稳定的状态。它其中有一个人工时效:人工时效可分为三类 : 不人工时效, 人工时效和过时效。不人工时效是采用比较低的时效温度或较短的保温时间,获得优良的综合力学性能,即获得比较高的强度,良好的塑性和韧性,但耐腐蚀性能可能比较低。人工时 效是采用较高的时效温度和较长的保温时间,获得大的硬度和高的抗拉强度,但伸长率较低。泰安比较好的精密铝合金压铸价格 过时效是在更高的温度下进行 ,这时合金保持较高的强度,同时塑性有所提高 ,主要是为了得到好的抗应力腐蚀性能。为了得到稳定的组织和几何尺寸, 时效应该在更高的温度下进行。过时效根据使用要求通常也分为稳定化处理和软化处理。
电话:18660136188 邮箱:1278001806@qq.com
地址:山东省德州市禹城市国家高新技术产业开发区



