全国免费咨询热线
18660136188

全国免费咨询热线
18660136188

电 话:18660136188
微 信:18660136188
邮 箱:1278001806@qq.com
网 址:www.sdjbt.com
地 址:山东省德州市禹城市国家高新技术产业开发区
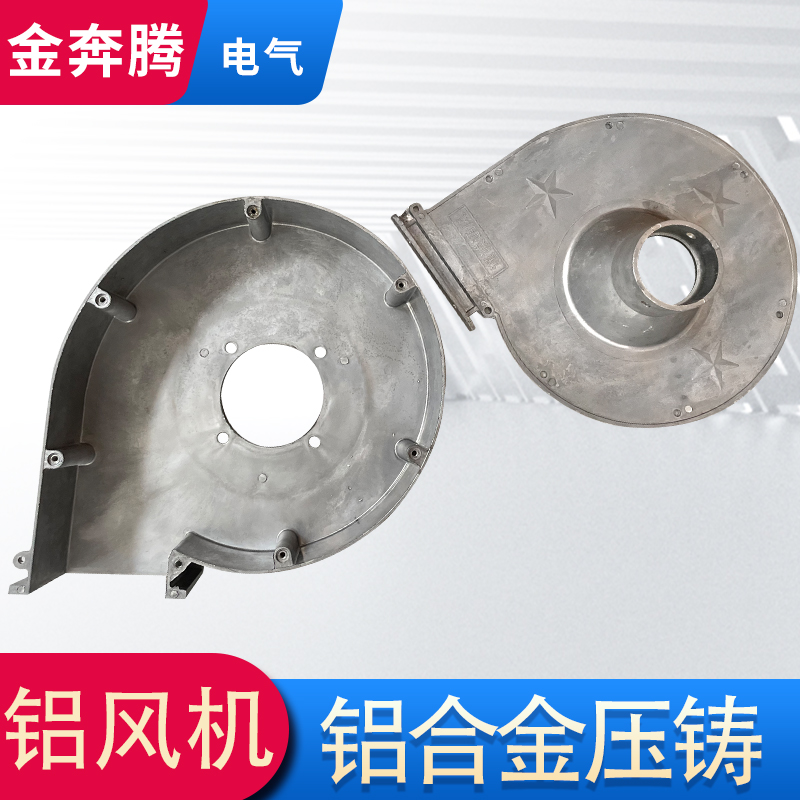
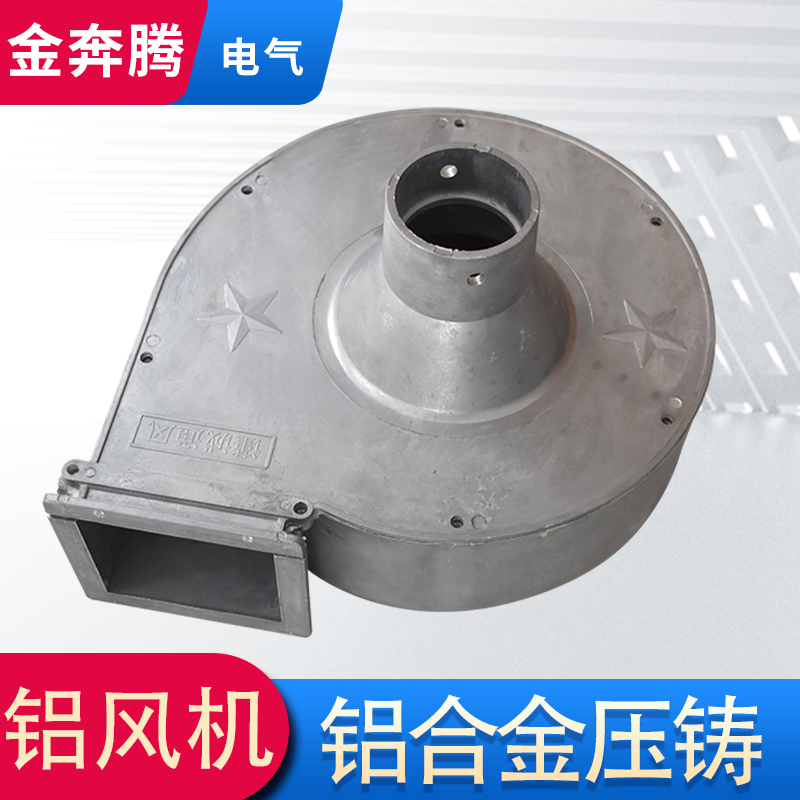
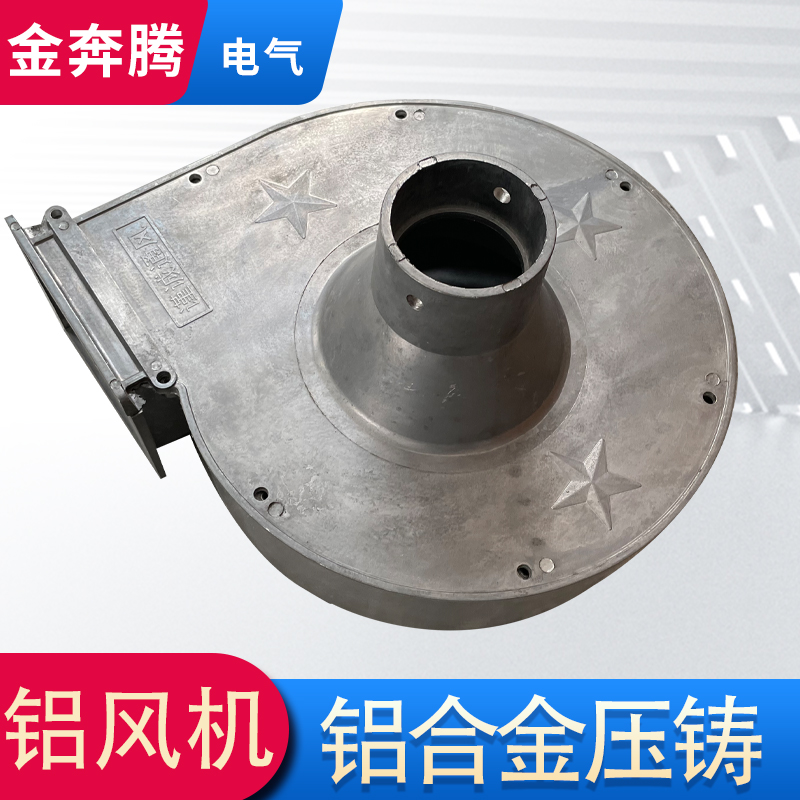
铝合金压铸工艺在目前市面上,早已是特别完善的生产加工工艺啦,那麼到底铝合金压铸工艺是如何把铝水变为成功的呢!带上这一些问题,我渐渐地为大伙儿叙述 哪里有铝风机工艺与阳极氧化解决,我我将二者工艺从头至尾详尽讲解给大伙儿。最先大家一起来看下铝合金压铸工艺流程表:实际上 哪里有铝风机工艺是一件比较复杂的工艺管理体系,远远地超过大家形象化的查询工艺流程表要繁杂的多,好啦下面,就和大伙儿解读一下铝压铸工艺的原理,实际上铝压铸工艺是将铝压铸机、压铸模具及铝合金型材等三大因素,极致的组成的一个生产过程,而在大家铝压铸时,金属材料会按添充凹模的全过程,将工作压力、速率、溫度、時间等要素获得统一的操纵步骤。目前市面上一般铝合金压铸厂全是利于髙压金属材料液快速压进某类精密金属模貝中,使金属材料液在许许多多的效果下,制冷凝结,最后产生铸造件,更为常见的的的铝合金压铸工艺一般分成二种,其冷、热室铝压铸工艺的二种基本上方法,好了,这就是铝合金压铸工艺的原理啦。
电力配件送电线广泛使用的铁制或铝制金属附件,统称为金具。金具种类繁多,用途各异,例如,安装导线用的各种线夹,组成绝缘子串的各种挂环,连接导线的各种压接管、补修管,导线上的各种类型的间隔棒等,此外还有杆塔用的各类拉线金具,以及用作保护导线的大小有关,须互相配合。安徽哪里有铝风机大部分金具在运行中需要承受较大的拉力,有的还要同时保证电气方面接触良好,它关系着导线或杆塔的,即使一只损坏,也可能造成线路故障。因此,金具的质量、正确使用和安装,对线路的送电有一定影响。安徽哪里有铝风机电力电缆导体连接方法有压接法、压接法,采用适当的机械压力使导体之间或导体与电力连接金具之间取得电气传导的接触界面的方法。按导体在连接之后是否可拆卸,又可分为夹紧(可拆卸)连接与压缩(不可拆卸或称死连接)连接两种。

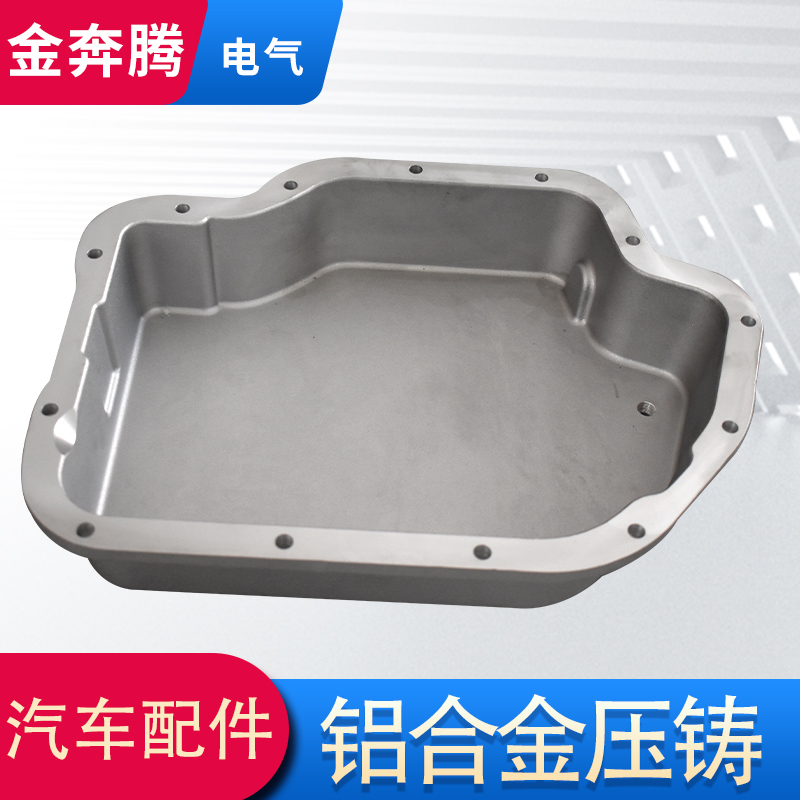
安徽哪里有铝风机是容纳汽车曲轴的空腔结构,对于常见的发动机来说,就在发动机的下部。曲轴是一个带有曲柄的轴,在发动机工作的时候会绕着轴心转动。曲轴与连杆相连,通过连杆的作用将活塞的往复运动转换成自身的转动,从而驱动车辆。安徽哪里有铝风机是发动机中重要的部件。它承受连杆传来的力,并将其转变为转矩通过曲轴输出并驱动发动机上其他附件工作。曲轴受到旋转质量的离心力、周期变化的气体惯性力和往复惯性力的共同作用,使曲轴承受弯曲扭转载荷的作用。因此要求曲轴有足够的强度和刚度,轴颈表面需耐磨、工作均匀、平衡性好。
任何一个产品在开工前,应该差不多都会有些的准备工作。安徽哪里有铝风机在开工前也是需要做好一些准备工作。安徽哪里有铝风机主要的表现有以下几个方面。1、温度控制(以转注流程的温降确定保温炉、在线除气箱、过滤箱以及铸造流槽前端的各点温度控制);2、铝液转注流程中各对接口、事故流口的密封及事故箱的到位、容量与干燥情况;3、转注流槽、铸造流槽、漏斗(分配袋)、控流筏、打渣箱及工具的加热和干燥情况;4、铸造传动控制系统包括液压、仪表的运行与显示情况;5、结晶器光洁程度、安放位置和引锭头的位置及干燥情况(包括润滑);6、冷却水的调试检查及水温情况;7、生产合金、规格的工艺参数确认等等,这些是每个铸次不可忽略的工作。

铝压铸件设计有什么要求呢?安徽哪里有铝风机的形状结构要求:1、消除内部侧凹;2、避免或减少抽芯部位;3、避免型芯交叉;合理的铝压铸件结构不仅能简化压铸型的结构,降低制造成本,同时也改善铸件质量。安徽哪里有铝风机设计的壁厚要求:铝压铸件壁厚度是压铸工艺中一个具有特殊意义的因素,壁厚与整个工艺规范有着密切关系,如填充时间的计算、内浇口速度的选择、凝固时间的计算、模具温度梯度的分析、压力的作用、留模时间的长短、铸件顶出温度的高低及操作效率;1、零件壁厚偏厚会使铝压铸件的力学性能明显下降,薄壁铸件致密性好,相对提高了铸件强度及耐压性;2、铸件壁厚不能太薄,太薄会造成铝液填充不良,成型困难,使铝合金熔接不好,铸件表面易产生冷隔等缺陷,并给压铸工艺带来困难;铝压铸件随壁厚的增加,其内部气孔、缩孔等缺陷增加,故在保证铸件有足够强度和刚度的前提下,应尽量减小铸件壁厚并保持截面的厚薄均匀一致,为了避免缩松等缺陷,对铸件的厚壁处应减厚,增加筋;对于大面积的平板类厚壁铸件,设置筋以减少铸件壁厚;
安徽哪里有铝风机上曲轴箱与气缸体铸成一体,下曲轴箱用来贮存润滑油,并封闭上曲轴箱,故又称为油底壳图。油底壳受力很小,一般采用薄钢板冲压而成,其形状取决于发动机的总体布置和机油的容量。油底壳内装有稳油挡板,以防止汽车颠动时油面波动过大。油底壳底部还装有放油螺塞,通常放油螺塞上装有磁铁,以吸附润滑油中的金属屑,减少发动机的磨损。安徽哪里有铝风机在上下曲轴箱接合面之间装有衬垫,防止润滑油泄漏。
电话:18660136188 邮箱:1278001806@qq.com
地址:山东省德州市禹城市国家高新技术产业开发区



