全国免费咨询热线
18660136188

全国免费咨询热线
18660136188

电 话:18660136188
微 信:18660136188
邮 箱:1278001806@qq.com
网 址:www.sdjbt.com
地 址:山东省德州市禹城市国家高新技术产业开发区
铝铸件 铝压铸件 铝合金压铸 铝合金压铸件 多年行业经验 欢迎订购
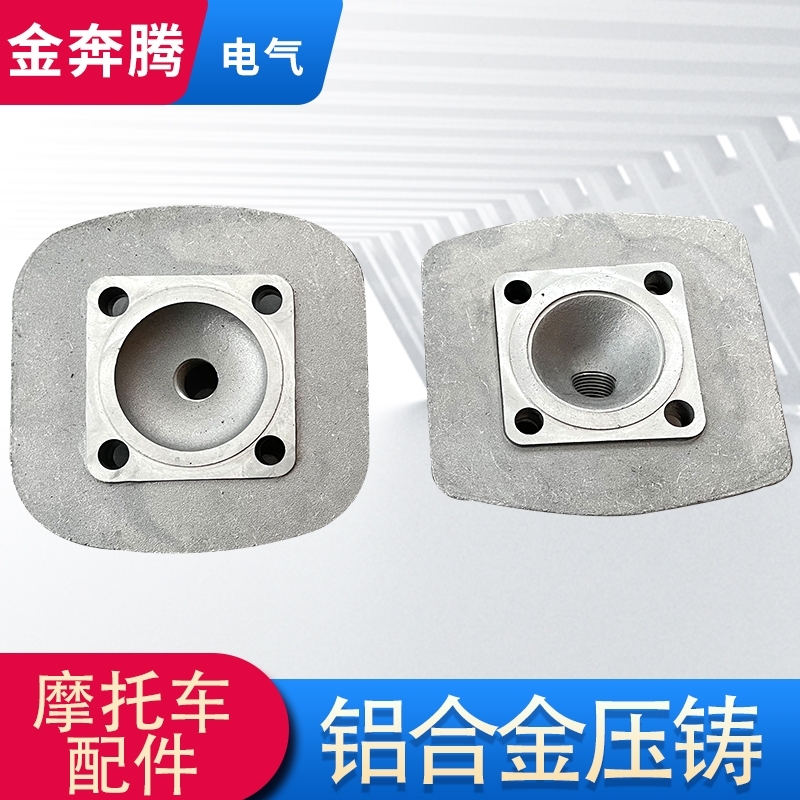
铝合金压铸的方法及特点是什么?
铝合金压铸的办法及特点是什么?铝合金压铸是在极短的时间内完结充型进程的,很容易造成气体的卷进而影响压铸件的质量。为此开展了加氧压铸机和铝合金压铸机中压压铸机也获得了较快的开展,有些铝压铸厂家的合型机构采用歪斜形式。压铸进程自动化和压铸计算机控制及压铸柔性加工单元(FMC)也逐步得到开展。
(1) 加氧压力铸造是在铝金属液充填型腔之前,用氧气充填压室和型腔,以取代其中的空气和其他气体。其特点是:消除或削减了气孔,进步铸件的质量;结构简单,操作方便,投资少。
(2) 真空压力铸造是先将压铸型腔内空气抽除,然后再压入液体金属。其特点是:可消除或削减压铸件内部的气孔,进步铸件的力学功能和表面质量;压铸时大大削减了型腔的反压力,可运用较低的比压和铸造功能较差的合金。

铝合金压铸法的优点:
① 铝合金压铸法可消除或削减压铸件内部的气孔,进步压铸件的机械功能和表面质量,改进镀覆功能。
② 铝合金压铸法大大削减型腔的反压力,可运用较低的比压及铸造功能较差的合金,有可能用小机器压铸较大的铸件。
③ 铝合金压铸法改进了充填条件,可压铸较薄的铸件。
④ 铝合金压铸法和普通压铸办法比较,出产功率简直一样。
主要特征:经调质处理后,具有杰出的综合力学功能、低温冲击韧度及低的缺口敏感性,淬透性杰出,油冷时可得到较高的疲劳强度,水冷时杂乱形状的零件易产生裂纹,冷弯塑性中等,回火或调质后切削加工性好,但焊接性不好,易产生裂纹,焊前应预热到100~150℃,一般在调质状态下运用,还能够进行碳氮共渗和高频表面淬火处理。
山东金奔腾电气有限公司本着“以服务求生存,以质量求发展”的经营理念,凭借“金牌服务,奔向辉煌,腾飞品牌”的信念,为国内及海外客户提供良好的服务,欢迎世界各界有识之士前来洽谈。
电话:18660136188 邮箱:1278001806@qq.com
地址:山东省德州市禹城市国家高新技术产业开发区